Хонгфанг - Вести

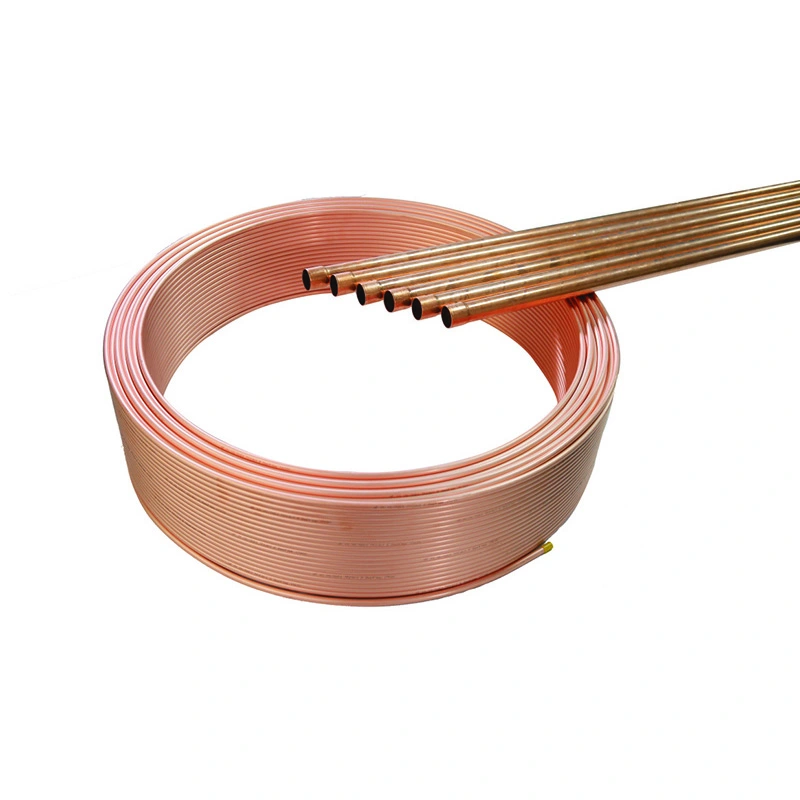
Постојат многу методи за обработка забакарни цевки, но тие можат да бидат сумирани во две категории: топла обработка и обработка на студ. На пример, методите како што се екструзија за да се направат залепи на цевки и коси тркалање и перфорација се сите за да се загреат залепите на цевките на температурата далеку над температурата на рекристализација на бакарот за обработка на деформација за да се добијат загради за цевки. Билетите на цевките се прават во цевки со ладно тркалање и ладно цртање на собна температура. Овој традиционален процес се користи многу години. Методот за хранење на дополнување на дополнување на истиснување сè уште се користи. Ова е традиционалнобакарна цевкаМетод на хранење на заложби. Неговиот процес на производство е да се стопи електролитичкиот бакар во цврсти кружни инготи, а потоа да се загрее на над 850 во печка за греење и да се изедначи во загради за цевки еден по еден во екструдер, а потоа ладно ролна или мулти-премин линеарно истегнување на загорот на цевката што се бара за истегнување на дискот.
Екструзијата е поделена на висок сооднос на истиснување и низок сооднос на истиснување, и двете имаат рафинирана структура на жито и добар квалитет на површината. Билетите на цевката екструдирани со висок сооднос на истиснување се со помала големина и потенка во дебелина на wallидот и можат директно да се обработуваат на континуирана директна машина или машина за истегнување на дискот; Низок сооднос на истиснување Екструирање може да користи големи инготи за да екструдираат залепи на цевки со големи димензии, а потоа да користите мелница за ладно тркалање за обработка на продолжување. За инготи со иста големина и спецификации, високите стапки на истиснување бараат поголема тонажа на истиснување, а толеранцијата на дебелината на wallидот на екструдираната цевка е голема.
Во моментов, методот за континуирано кастинг и тркалање за хранење на заложби е многу популарен во Кина. Ова е нов метод за хранење на заложби што се појави во 90 -тите години. Неговиот процес на производство е да се намали хоризонтално леаната шуплива цевка до фиксна должина, а потоа директно да се испрати во мелницата за тркалање на планетарна цевка со три тркала за да се преврти со помал бакарен цевка со тенки идови со мал дијаметар. Бидејќи мелницата за тркалање со три тркала може да го направи валанибакарна цевкаНе-ротирачки, лесно е да се преврти во калем преку Интернет. Неговите карактеристики се краток процес на производство, елиминација на процесите на загревање и истиснување и има предности во заштеда на енергија, намалување на инвестициите во опрема и намалување на трошоците.